
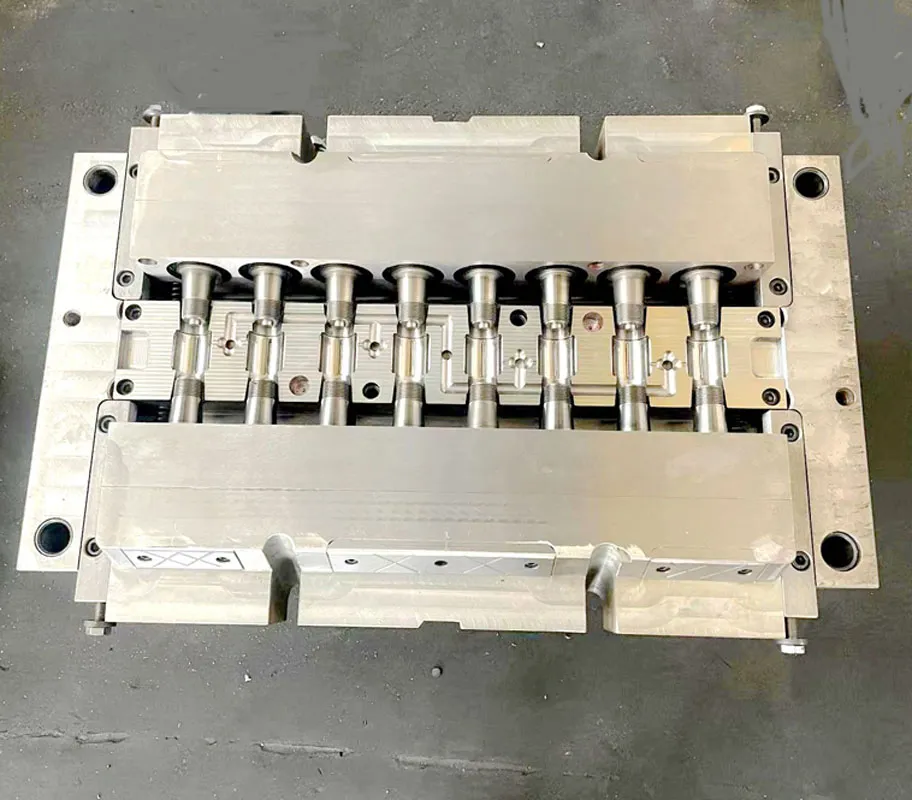
Пресс-форма для раструбов из ПВХ
Название формы:Пресс-форма для раструбов из ПВХ
Полость: 2 полости
Размер формы: 110 мм
Сталь пресс-формы: Германия2316, Китай2316 или 4cr13 для полости и сердечника.
Ворота: прямые ворота
Структура пресс-формы: кулачок
Твердость сердцевины/полости: 40-45°HRC после вакуумной термообработки.
Термопластавтомат: 320T
Компания Taizhou Huangyan Hong Jin Mould Co., Ltd была основана в 2002 году. Мы профессионально занимаемся проектированием и производством пресс-форм для трубных фитингов более 23 лет.
Мы рассчитываем на долгое сотрудничество с вами.
Ниже приводится основная информация для справки.
Трудности на этапе проектирования пресс-формы ПВХ
Сложная конструкция направляющих и ворот
Сложность: расплав ПВХ имеет высокую вязкость и плохую текучесть. Для одновременного и равномерного заполнения всех частей полости формы (особенно тонкостенных и дистальных частей) решающее значение имеет конструкция проточного канала (основного и ответвленных каналов) и шибера.
Конкретные проблемы:
Сбалансированный канал потока: убедитесь, что падение давления и время потока от сопла машины для литья под давлением до конца каждой полости одинаковы, чтобы предотвратить явления короткого впрыска (недостаточное заполнение) или удержания избыточного давления (перелив, высокое внутреннее напряжение).
Положение и форма шибера. Неправильный выбор положения шибера может привести к появлению следов сварных швов в зоне, подвергающейся слабому давлению, что серьезно повлияет на разрывное давление трубопроводной арматуры. Размер ворот также необходимо точно рассчитать. Если он слишком мал, во время резки он будет выделять большое количество тепла и будет склонен к разложению; Если он слишком велик, охлаждение будет медленным, цикл будет долгим, и снять заслонку будет сложно.
Пресс-форма для раструбов из ПВХ

Колодец для холодного материала и вытяжка: ПВХ легко охлаждается, поэтому необходимо спроектировать эффективный колодец для холодного материала для улавливания фронтального холодного материала. В то же время сложные полости склонны к захвату газа, и необходимо установить разумные и достаточные выпускные щели, в противном случае это может вызвать такие проблемы, как горение (разложение) и нехватка материала.
Проектирование полости и оценка степени усадки
Сложность: степень усадки ПВХ при формовании не является фиксированной величиной и на нее влияют различные факторы, такие как марка смолы, формула (например, содержание наполнителя), параметры процесса (температура, давление) и т. д.
Конкретная задача: дизайнеры должны назначать разные степени усадки различным частям формы на основе опыта и глубокого понимания материалов. Например, скорость усадки толстого и тонкого мяса различна, а также скорость усадки в направлении потока и вертикальном направлении. Неточная оценка может привести к отклонениям размеров конечного продукта, особенно влияя на размер резьбового соединения и размер раструба трубной арматуры.
Конструкция системы охлаждения
Сложность: ПВХ — термочувствительный материал, который необходимо эффективно и равномерно охлаждать внутри формы.
Конкретные проблемы:
Равномерное охлаждение: неравномерная структура трубы и неравномерная толщина стенок приводят к нестабильной скорости охлаждения. Детали при медленном охлаждении будут сжиматься сильнее, что приведет к образованию следов усадки, деформации и внутреннему напряжению.
Расположение водных путей: необходимо расположить охлаждающие водные пути как можно ближе и сбалансированно к поверхности полости формы в сложных рамах и стержнях формы, что является серьезным испытанием возможностей обработки. Неравномерное охлаждение напрямую приводит к удлинению производственных циклов и снижению выхода продукции.
Конструкция системы распалубки
Сложность: фурнитура из ПВХ обычно имеет внутреннюю резьбу, перевернутые пряжки или сложную ребристую структуру.
Конкретные проблемы:
Механизм вытягивания стержня. Для извлечения из формы необходимо спроектировать сложные скользящие блоки, наклонные верхние части и другие механизмы вытягивания стержня. Конструкция этих учреждений должна быть точной, надежной, плавной в движении, без помех, обладать достаточной прочностью и износостойкостью.
Балансировка верхнего выхода: расположение верхнего штифта должно обеспечивать плавное и синхронное выталкивание фитингов. Любой дисбаланс может привести к тому, что изделие побелеет, деформируется или даже сломается.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Электронная почта
Вичат








 WhatsApp
WhatsApp телефон
телефон