
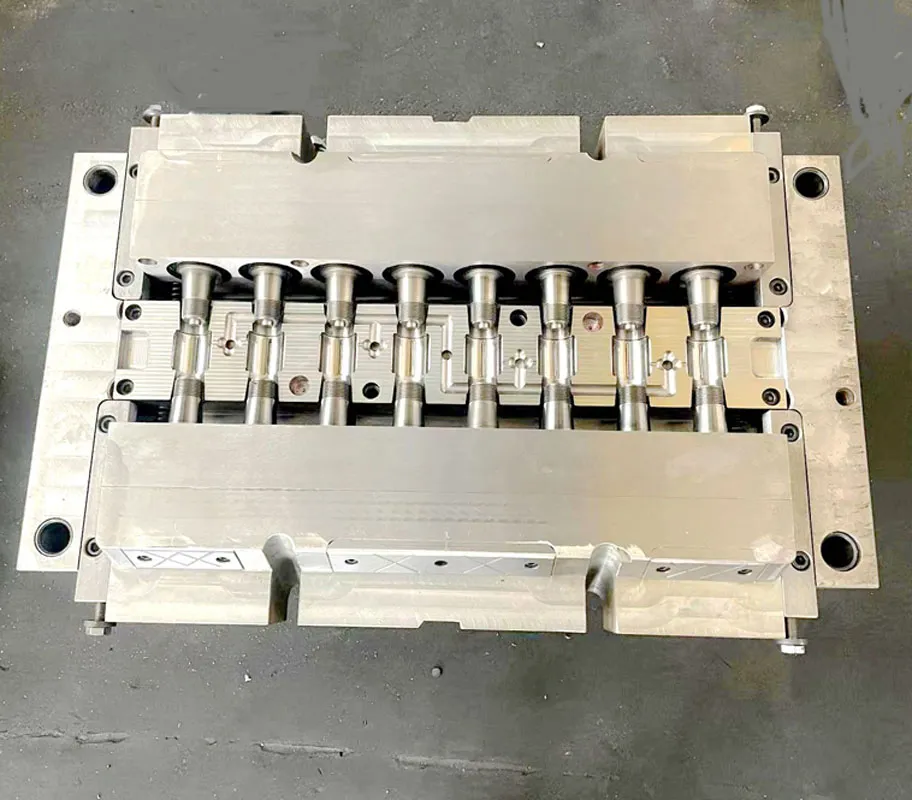
Плесень для фитинга для колена из ПВХ 90°
Название формы:Плесень для фитинга для колена из ПВХ 90°
Полость: 8 полостей
Размер формы: 50 мм или 75 мм
Сталь пресс-формы: Германия2316, Китай2316 или 4cr13 для полости и сердечника.
Ворота: прямые ворота
Структура пресс-формы: угловой штифт
Твердость сердцевины/полости: 40-45°HRC после вакуумной термообработки.
Термопластавтомат: 450 Т
Проблема инъекций ПВХ и ее решение
1. Недостаток материала: явление, при котором форма не может быть заполнена, часто возникает в процессе литья под давлением фитингов. Когда машина для литья под давлением только начала работать, из-за слишком низкой температуры формы потери тепла расплавленного материала ПВХ велики, легко добиться раннего затвердевания, сопротивление полости формы велико, и материал не может быть заполнен полость формы. Это явление вполне нормальное, но также временное: после непрерывного ввода цифровой модели оно автоматически исчезнет. Если форму невозможно заполнять постоянно, рассмотрите следующие ситуации и внесите соответствующие коррективы:
1: температура впрыскиваемого материала низкая, а текучесть плохая, поэтому температуру нагрева можно соответствующим образом повысить для улучшения пластификации и текучести материала.
2: Установленный цикл литья под давлением короткий или недостаточно материала, может быть целесообразно увеличить время впрыска и увеличить количество золя.
3: Если заданное давление слишком низкое или время перехода от давления впрыска к давлению удержания слишком раннее, давление впрыска можно соответствующим образом увеличить или время перехода от давления удержания можно отрегулировать.
4: скорость впрыска низкая, скорость впрыска можно соответствующим образом увеличить.
5: размер структуры системы каналов потока небольшой, может быть целесообразно увеличить объем основного, шунтирующего канала или ворот, чтобы они были больше.
6: выхлоп пресс-формы плохой, может быть целесообразно изменить положение ворот или открыть вытяжную канавку.
7: форма для наполнения с тонкими стенками сложна, можно отрегулировать структуру продукта или изменить литниковую систему.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Электронная почта
Вичат








 WhatsApp
WhatsApp телефон
телефон